
Восстановление штоков гидроцилиндров нержавеющей сталью
На предприятии применяется немецкая технология восстановления металлических поверхностей методом наплавки. Она позволяет эффективно устранять повреждения глубиной до 6–8 мм и возвращать детали рабочие характеристики.
В результате формируется прочный восстановительный слой с твёрдостью до 45 HRC, устойчивый к механическим нагрузкам и износу. Покрытие обладает высокой коррозионной стойкостью и надёжно защищает металл от воздействия агрессивной среды.
Почему изнашивается шток гидроцилиндра





Шток гидроцилиндра чаще всего выходит из строя из-за механических повреждений. Во время работы на его поверхность постоянно попадает пыль, песок и другие абразивные частицы. Со временем это приводит к появлению царапин, задиров и потертостей. Особенно быстро износ происходит в строительстве, сельском хозяйстве и горнодобывающей отрасли, где техника работает в условиях грязи и повышенной нагрузки.
Еще одна распространенная причина — коррозия. Влага, агрессивные среды и перепады температур постепенно разрушают металл. Поверхность начинает ржаветь, снижается прочность детали, ухудшается герметичность гидросистемы. В результате оборудование работает нестабильно и требует ремонта.
Негативно влияют и перегрузки. Если техника эксплуатируется с превышением допустимых нагрузок, металл может деформироваться. Добавьте к этому некачественную рабочую жидкость и несвоевременное обслуживание — и процесс износа значительно ускоряется.
Почему выгодно восстанавливать шток нержавеющей сталью
Восстановление штока с использованием нержавеющей стали — практичное и надежное решение. Этот материал обладает рядом преимуществ:
- устойчив к коррозии даже в сложных условиях эксплуатации;
- отличается высокой износостойкостью;
- сохраняет точную геометрию при длительной работе;
- выдерживает механические нагрузки;
- значительно продлевает срок службы детали.
Процесс восстановления включает подготовку поверхности, наплавку слоя нержавеющей стали и последующую механическую обработку. В итоге устраняются все дефекты, а рабочие характеристики штока становятся даже лучше, чем до повреждения.
С экономической точки зрения это тоже выгодно. Восстановление обходится дешевле, чем покупка нового штока или замена всего гидроцилиндра. При этом оборудование сохраняет свои рабочие параметры и может надежно служить еще долгие годы.
Благодаря современным технологиям и качественным материалам восстановленные штоки по эксплуатационным характеристикам практически не уступают новым деталям.
Преимущества ремонта
Своё производствоИспытание на стендах
Срочный ремонтОт 1-го дня
Гарантия от 3х месяцевот 3 до 12 месяцев
Цены наплавки штоков нержавеющими материалами
| Шлифовка поверхности (до 50 мм) | 3000–5000 р |
| Наплавка металла (до 50 мм) | 8000–12000 р |
| Восстановление геометрии (до 50 мм) | 12000–15000 р |
| Шлифовка поверхности (до 51-100 мм) | 5000–7000 р |
| Наплавка металла (до 51-100 мм) | 12000–18000 р |
| Восстановление геометрии (до 51-100 мм) | 15000–20000 р |
| Шлифовка поверхности (до 101-150 мм) | 7000–9000 р |
| Наплавка металла (до 101-150 мм) | 18000–25000 р |
| Восстановление геометрии (до 101-150 мм) | 20000–25000 р |
| Шлифовка поверхности (свыше 150 мм) | от 9000 р |
| Наплавка металла (свыше 150 мм) | от 25000 р |
| Восстановление геометрии (свыше 150 мм) | от 25000 р |
Наш опыт по восстановлению штоков
ТПМК Robbins для скальных пород
Оборудованию требовалось полное восстановление работоспособности. В ходе ремонта специалисты выполнили хонингование гильзы, заменили поршни и все уплотнительные элементы, провели восстановление штока, а также восстановили буксу. После завершения работ гидроцилиндр прошёл обязательные испытания на герметичность и рабочие параметры.
Общий срок выполнения работ составил 5 дней.








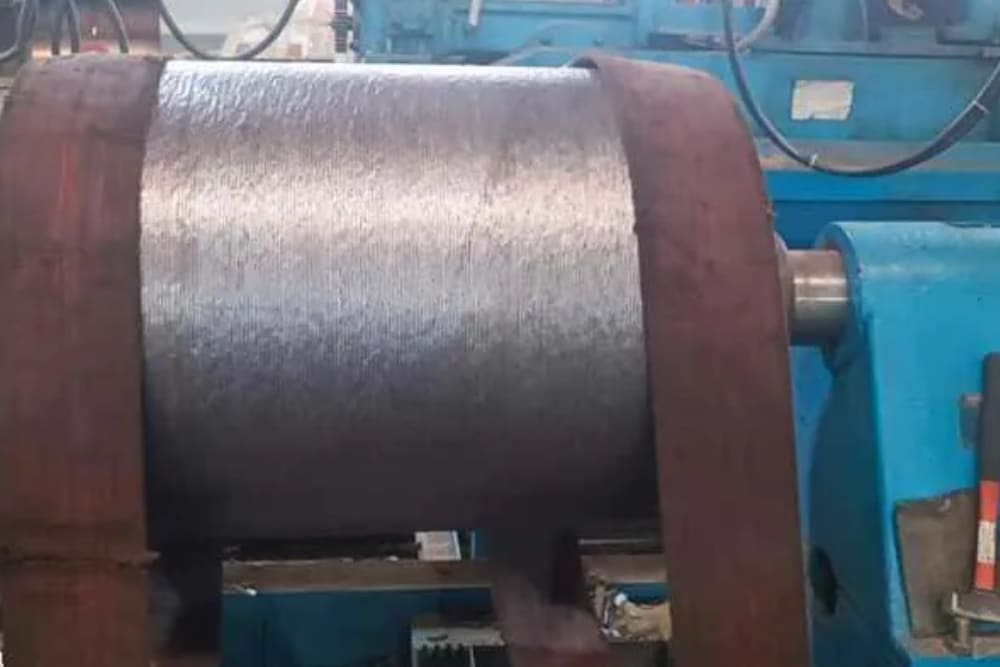
Восстановление штока нержавеющей сталью
Выполнено восстановление штока диаметром 600 мм и длиной 1000 мм с применением нержавеющей стали. В процессе работ была произведена наплавка нержавеющими материалами для восстановления геометрии и рабочих поверхностей детали. После этого выполнена механическая обработка под последующее шлифование, что позволило обеспечить точность размеров и правильную форму.
Завершающим этапом стали шлифовка и полировка поверхности до требуемых параметров.
В результате обработки достигнуты следующие механические характеристики: твердость поверхности составила 45 HRC, шероховатость — Ra 0,1, что обеспечивает высокую износостойкость, устойчивость к коррозии и стабильную работу штока в эксплуатации.